Turn organic waste into valuable compost in 7–20 days with our advanced in-vessel composting systems. Whether you are processing food waste, livestock manure, sludge, straw, or municipal waste, our enclosed, automatic and odor-controlled composters deliver reliable and continuous performance.
We provide three models: Vertical Fermentation Tank, Horizontal Fermentation Tank, and Rotary Drum Composter. All are fully enclosed in-vessel composting systems designed for rapid, clean and stable waste treatment.
Contact us today to receive a quotation and technical proposal.

Fully Enclosed Design
Prevents odor leakage and avoids secondary pollution. Suitable for farms, factories and urban waste management.
Rapid Fermentation (7–20 Days)
High-temperature aerobic fermentation ensures fast, safe, and complete composting.
Automatic Control System
Temperature, oxygen, moisture, turning and deodorization are controlled by the integrated PLC system.
Suitable for All Types of Organic Waste
Food waste, manure, sludge, straw, kitchen waste, biowaste and more.
Energy Saving and Durable
Made with stainless steel or customized materials according to project needs.

Compact, Space-Saving and Highly Efficient
Ideal for limited land areas such as restaurants, farms, food factories and community composting centers.
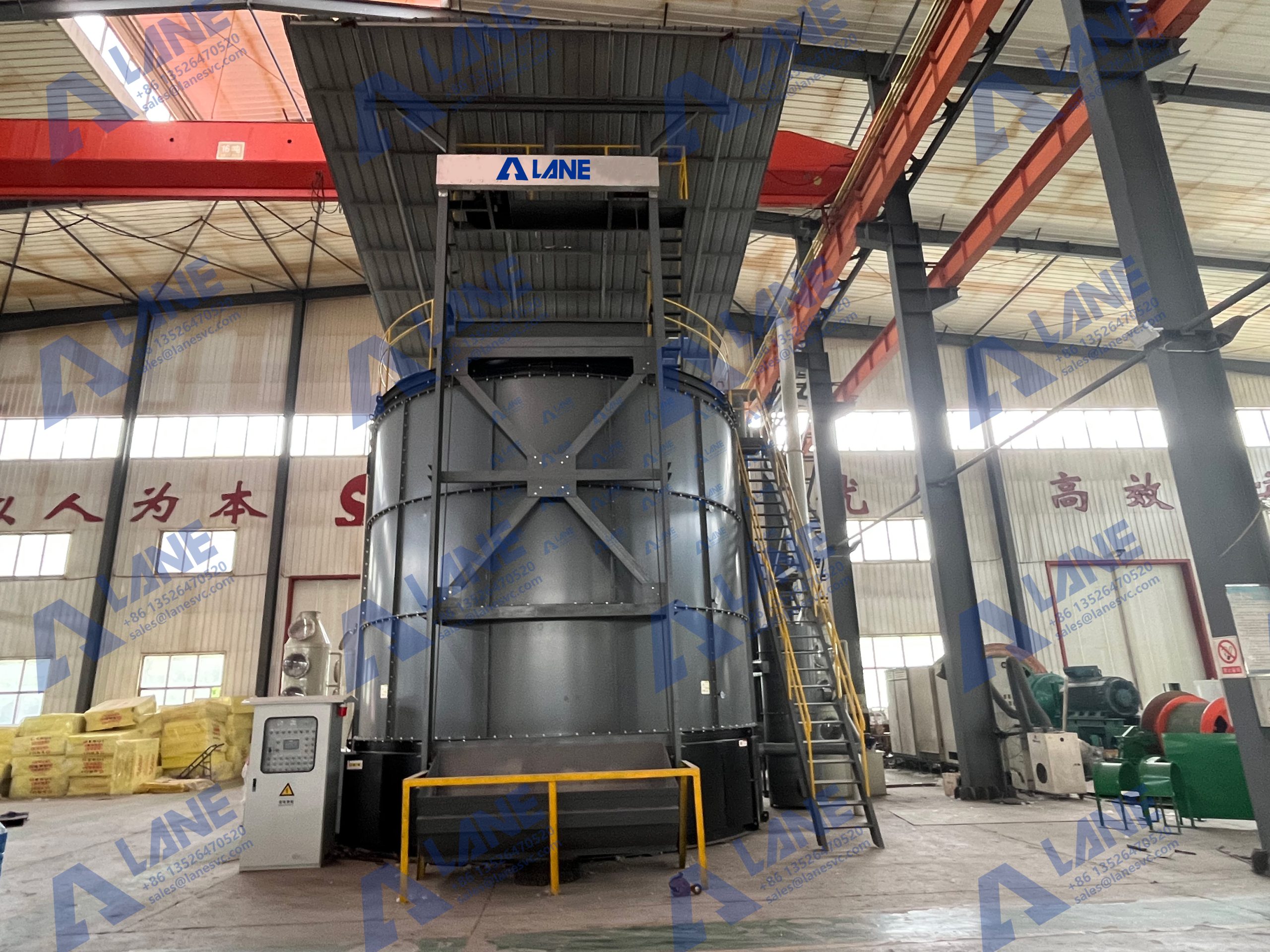
Working Principle:
Organic waste is fed into an insulated, vertical sealed tank where the agitator continuously stirs the materials. Through forced aeration and controlled temperature, aerobic microorganisms rapidly degrade the waste into stable compost.
Main Benefits:
Small footprint, high capacity
Automatic mixing and aeration
Intelligent temperature and oxygen control
Optional biofilter deodorization
24/7 operation with minimal maintenance
Capacity: 1–200 m³ (custom available)
Large Capacity and Industrial-Scale Processing
Designed for manure treatment plants, fertilizer factories and municipal waste centers.
Working Principle:
Waste materials enter a long horizontal insulated reactor where a screw-type mixing shaft slowly pushes and turns the materials. Oxygen is evenly distributed, ensuring uniform aerobic fermentation throughout the entire tank.
Main Benefits:
Excellent adaptability to different moisture contents
Screw mixing ensures uniform fermentation
Supports continuous or batch processing
Fully sealed and odor-free
Easy integration with conveyors, shredders and separators
Capacity: 1–100 m³ (custom available)

Continuous Operation and High Automation
Best suited for industrial-scale operations requiring fast and uniform composting.
Working Principle:
The reactor rotates at a constant speed, lifting and dropping the waste repeatedly. This ensures continuous aeration and heat distribution inside the drum, enabling fast high-temperature aerobic fermentation.
Main Benefits:
24-hour continuous composting
Uniform mixing and stable aeration
Short fermentation cycle (3–10 days)
Low operating cost
Suitable for large-volume waste treatment
Capacity: 1–300 tons per day(custom available)

Organic fertilizer production plants
Livestock and poultry manure treatment
Cattle farms, pig farms and poultry farms
Sludge composting
Food waste recycling
Government and municipal waste projects
University and community composting centers
Agricultural plantations and eco-farms

We provide complete technical solutions, including waste analysis, capacity design, layout planning, installation guidance and after-sales support.
Projects delivered to more than 60 countries.
Whether you need a vertical, horizontal or rotary drum composter, we design the exact system that matches your waste type and daily capacity.
Tell us your waste type and daily volume to receive specifications, pricing and engineering drawings.
Submit your contact information and our engineer will reply within 24 hours.




